- 耐磨导板
铜基粉末冶金双金属导板
-

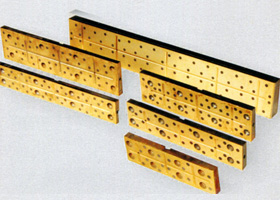
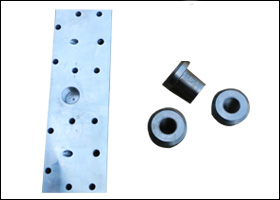
铜基粉末冶金双金属导板是以Q235钢板为基体材料,表面摩擦层为FCupb10Sn10减磨材料,通过烧结工艺使两种材料牢固的结合在一起,该材料的特点是有较好的刚度和较好的摩擦性能,在摩擦层表面镶嵌石墨后,可实现无油润滑,该材料制造的导板与铸造青铜制造的导板相比较,性能好、成本低、寿命长。双金属导板,SF导套经过天锻多年使用产品性能稳定,质量可靠。
该材料制造的产品广泛应用于锻压机床上的滑动导板,液压齿轮泵侧板、液压柱塞泵缸体。该材料制作的滑动轴承广泛应用在其它工农业机械中。
- 耐磨导板
铜基粉末冶金导板压制成形新技术有哪些
-
现如今铜基粉末冶金作为一个不断发展的行业,具有良好的特性得到广泛使用,粉末冶金压制成型技术是在粉末冶金工艺当中非常重要的,粉末的压制一般在普通机械式压力机或液压机上进行,那么,粉末压制成形新技术有哪些?
1、铜基粉末冶金导板磁压制技术
将粉末装于一个导电的容器(护套)内,置于高强磁场线圈的中心腔中。电容器放电在数微秒内对线圈通入高脉冲电流,线圈腔中形成磁场,护套内产生感应电流。感应电流与施加磁场相互作用,产生由外向内压缩护套的磁力,因而粉末得到二维压制。整个压制过程不足1ms。
- 耐磨导板
如何固定平面导板
-
1、重度深覆病例,单纯用固定矫治器不易打开咬合时,用平面导板压低前牙、升高后牙,如果深覆伴有下颌后缩可用斜面导板.
2、前牙深覆或内倾、后牙牙冠短、咀嚼易咬掉托槽者;尖牙或双尖牙呈对刃状易咬掉托槽者;后牙锁易咬掉托槽者均可用小平导板防止咬掉托槽.

3、因下后牙内倾或舌侧错位造成的后牙正锁,用末端伸达最后一个磨牙远中的平导板增加交互牵引时上颌的舌侧支抗.
- 耐磨导板
工装夹具的应用
-
工装夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。
- 耐磨导板
工装夹具设计原则是什么
-
1.满足使用过程中工件定位的稳定性和可靠性;
2.有足够的承载或夹持力度以保证工件在工装夹具上进行的施工过程;
3.满足装夹过程中的简单与快速操作;
4.易损零件必须是可以快速更换的结构,条件充分时最好不需要使用其它工具进行;
5.满足夹具在调整或更换过程中重复定位的可靠性;
6.尽可能的避免结构复杂、成本昂贵;
7.尽可能选用市场上质量可靠的标准品作组成零件;
- 耐磨导板
焊接工装夹具的使用注意要点
-
使用焊接工装夹具时一定要注意以下几点:
1、操作人员应熟悉工作原理及使用流程;
2、每次操作前检查工装定位、夹紧是否牢靠,如发现故障应停止操作,并报备技术维修人员;
3、使用前后应经常清理定位销及定位块上的焊接飞溅等杂物,避免由于定位不可靠造成批量废品;
- 耐磨导板
修复穿孔机导板电弧堆焊的方法
-
穿孔机导板通常具有耐热、耐蚀、耐磨的特点。因此对修复后的导板质量要求较高,我们过去用修复方法,一般焊接基础过后,就会出现裂纹而导致报废。
以下是经过多次测试后总结出的修复步骤:
1、焊机:交直流均可。直流焊机、L件接正极。
2、焊条:铬202、207,要求烘干。
3、焊区处理:用砂轮磨去导板表面夹层、皱褶等氧化物,使其露出金属光泽。
4、焊前预热:将导板放置小焦炉内,预热至300℃左右,然后施焊。
- 耐磨导板
三维柔性焊接工装夹具的主要作用
-
1、准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性。
2、有效的防止和减轻了工装夹具焊接变形。
3、使工件处于最佳的施焊部位,焊缝的成型性良好, 工艺缺陷明显降低,焊接速度得以提高。
4、以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。
5、可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。
- 友情链接: